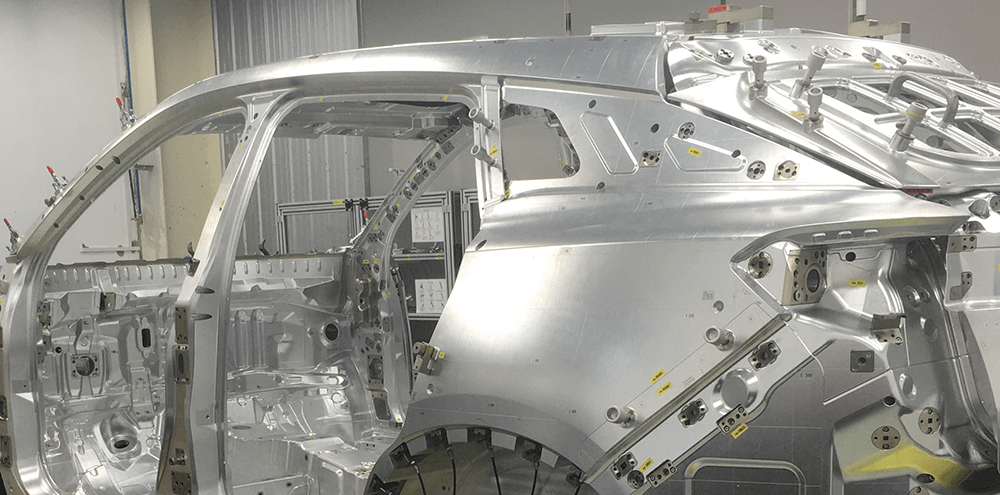
Kontrola przychodząca odnosi się do kontroli surowców, komponentów lub produktów i potwierdzenia ich jakości metodą próbkowania, a następnie potwierdzenia, czy produkty powinny być zaakceptowane czy odrzucone.
W przemyśle produkcyjnym, cztery główne elementy, które mają bezpośredni wpływ na jakość produktu, to zazwyczaj projekt, materiały przychodzące, przetwarzanie, przechowywanie. Co do zasady, część projektowa odpowiada za jakość w 25%, materiały przychodzące – 50%, przetwarzanie – 20%, a przechowywanie – od 1% do 5%.
Podsumowując, inspekcja wejściowa odgrywa ogromną rolę w kontroli produkcji.
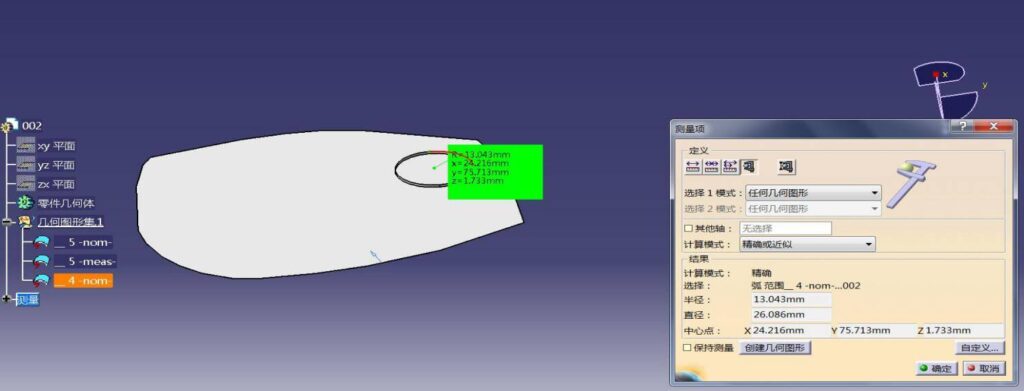
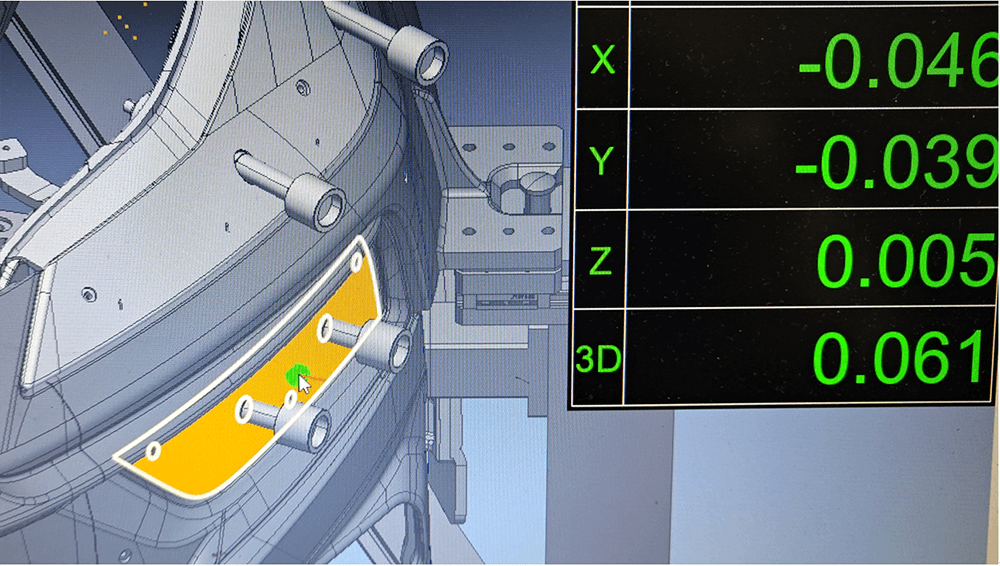
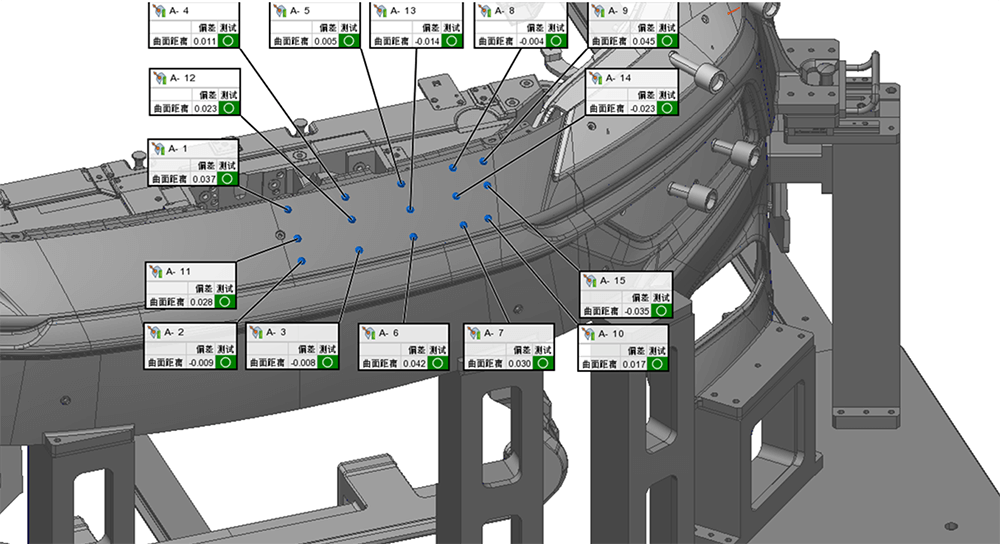
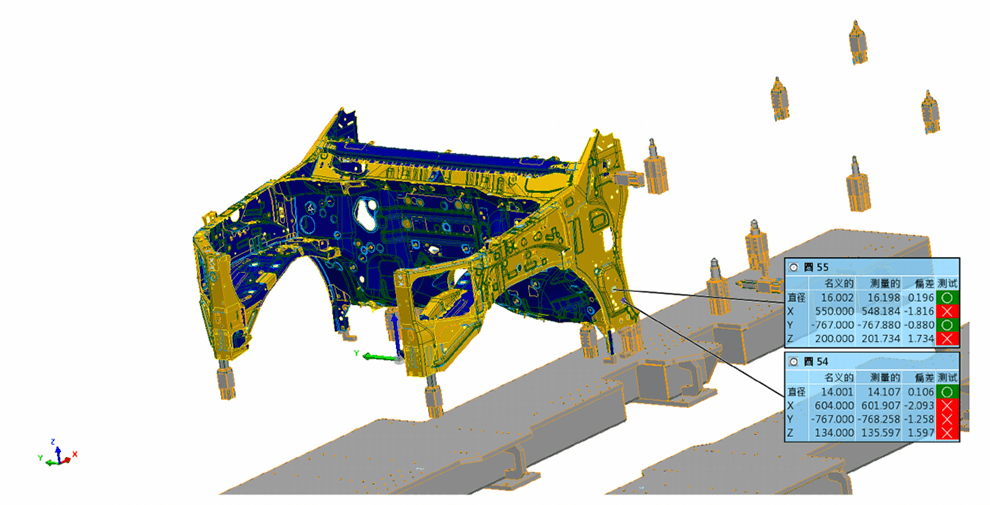
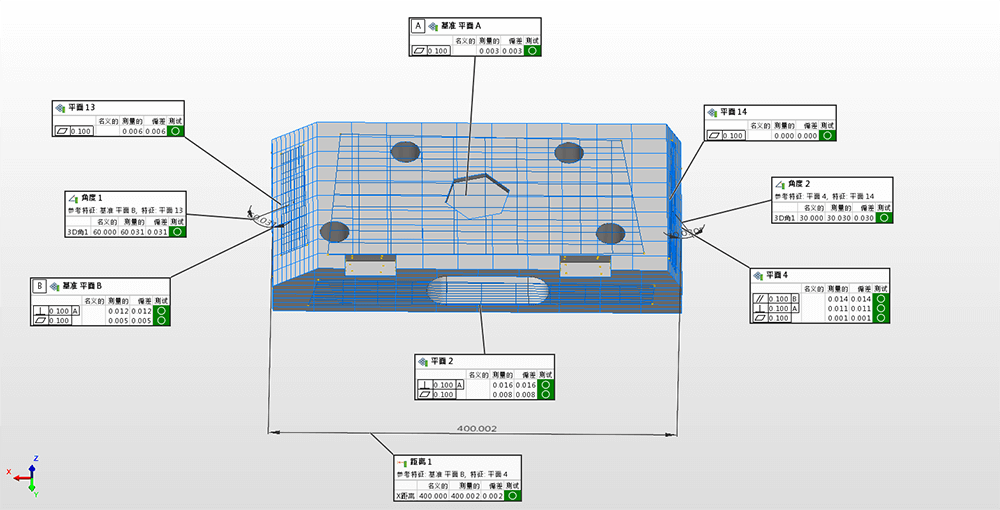
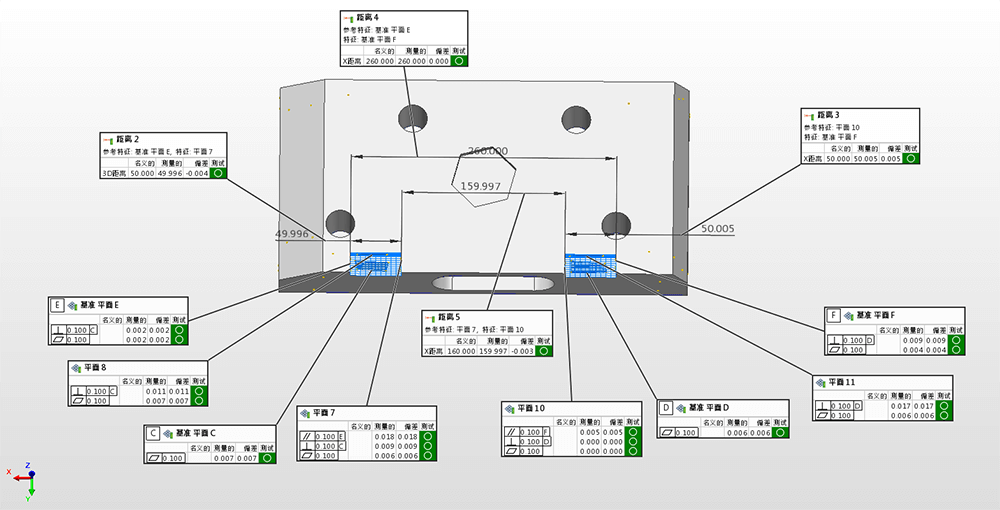
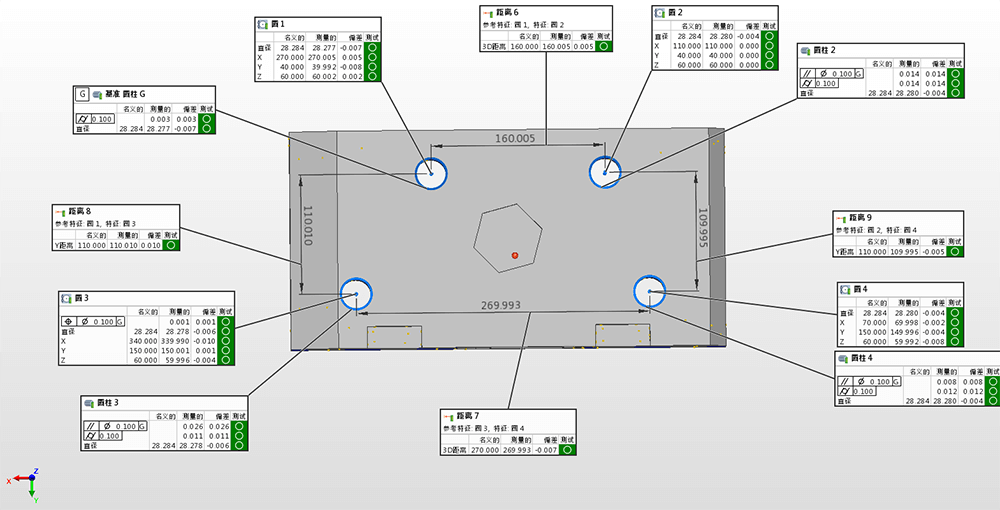
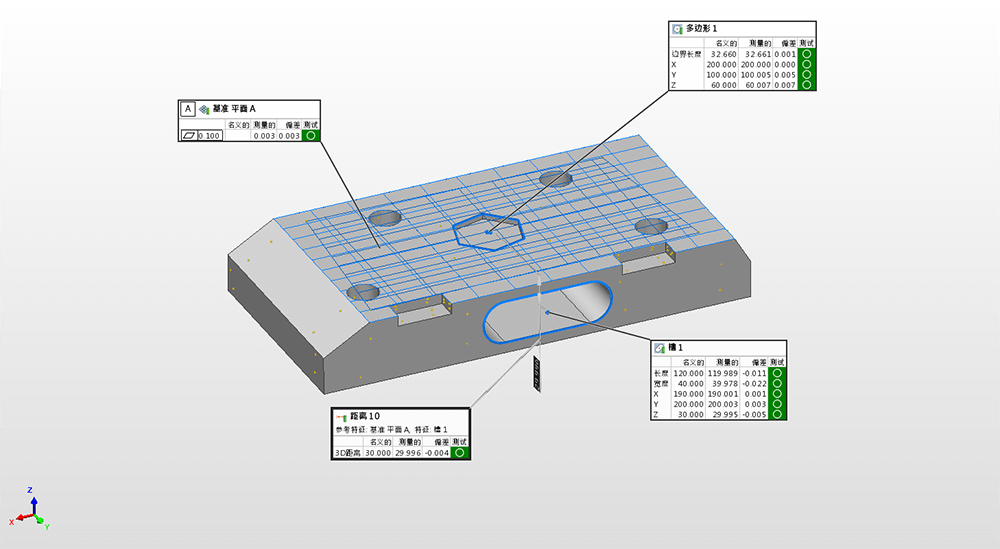
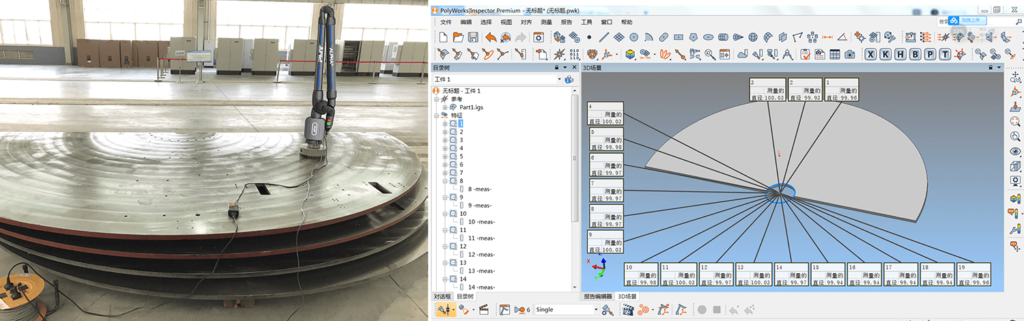
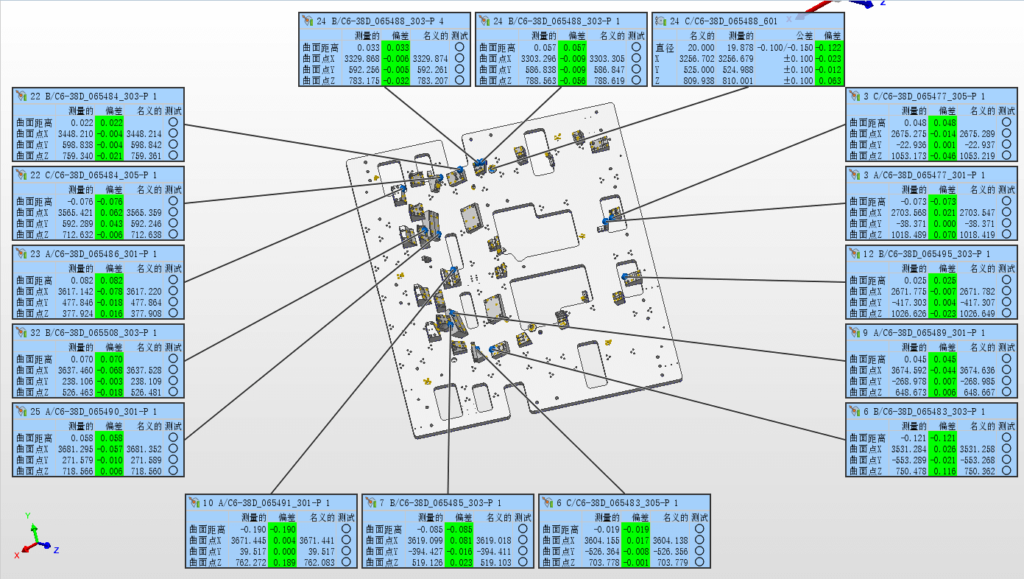
Jednakże w pomiarach wykonywanych przez powszechnie stosowane narzędzia detekcji często występują pewne odchylenia, na przykład w odległości między otworami, głębokości, równoległości, prostopadłości i kąta.
PMTARMS może nie tylko zredukować liczbę narzędzi pomiarowych i czas potrzebny do wykonania pomiaru, ale także znacznie poprawić dokładność.