Incoming inspection refers to the inspection for raw materials, components or products and quality confirmation by sampling method, and then to confirm whether the products are acceptable or rejected.
In the manufacturing industry, the four major items that have a direct impact on product quality are usually design, incoming materials, processing, storage. Generally, the design part accounts for 25%, incoming materials 50%, processing 20%, and storage1% to 5%.
In summary, incoming inspection plays an overwhelming role in the production control which needs to be taken as a strategy of the company.
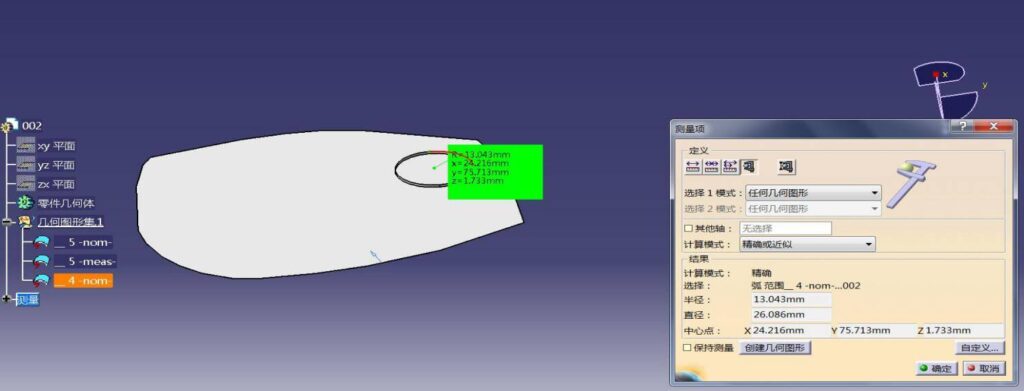
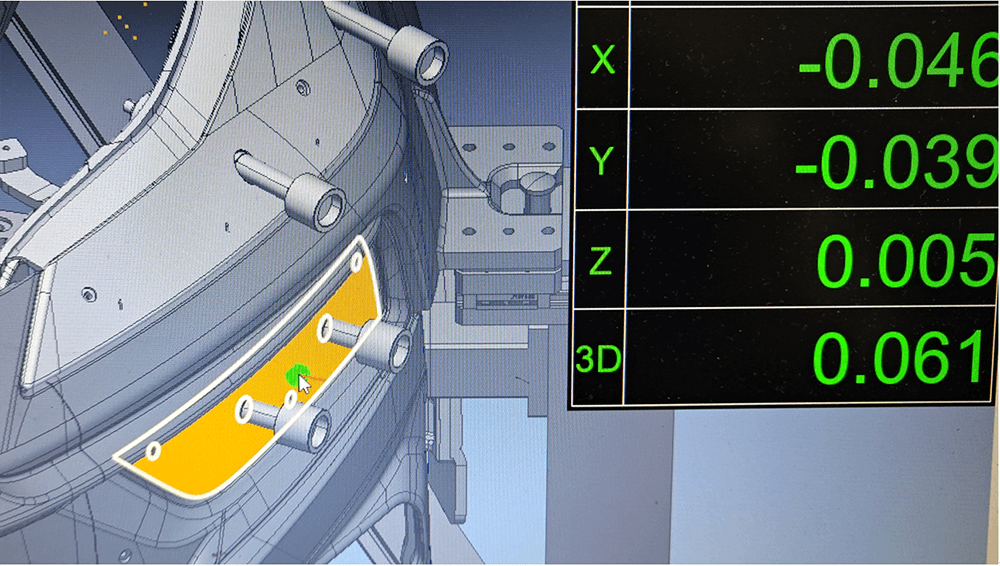
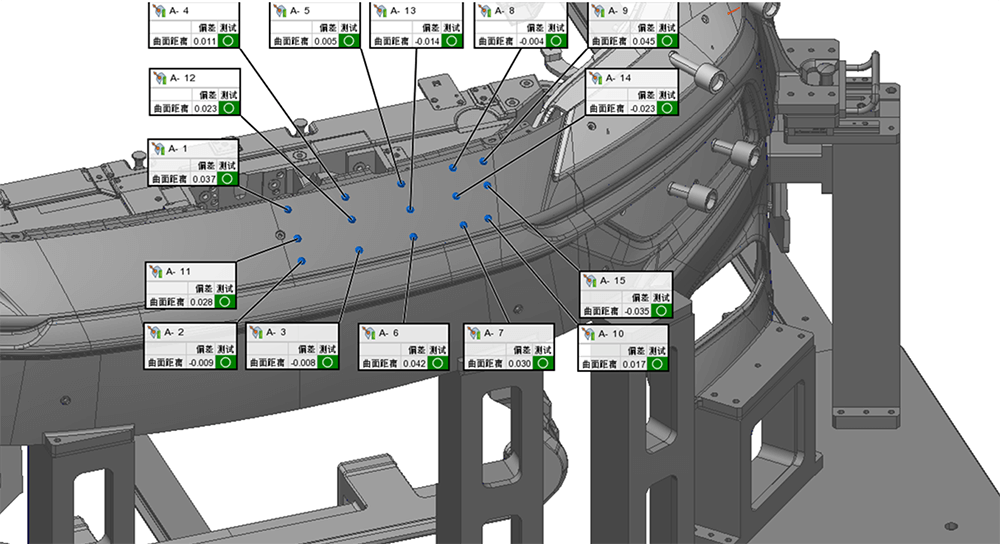
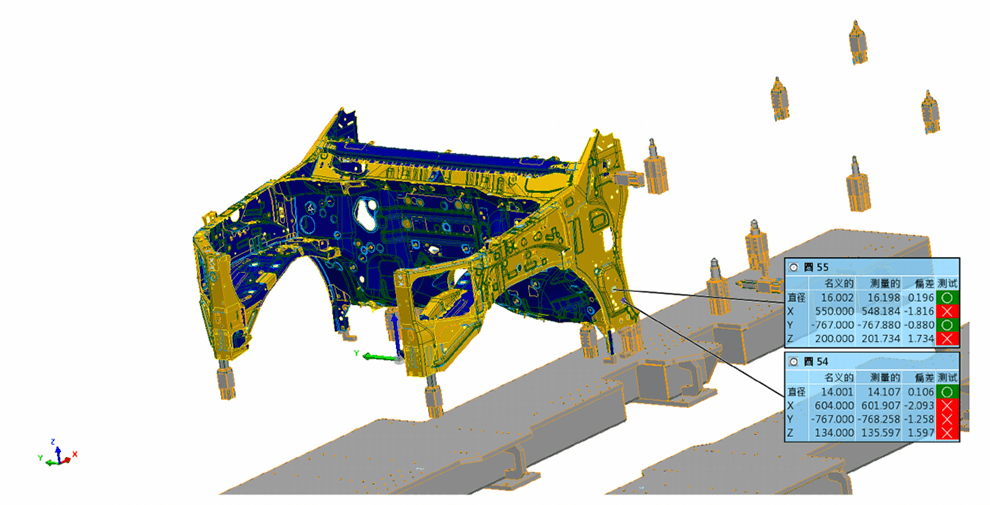
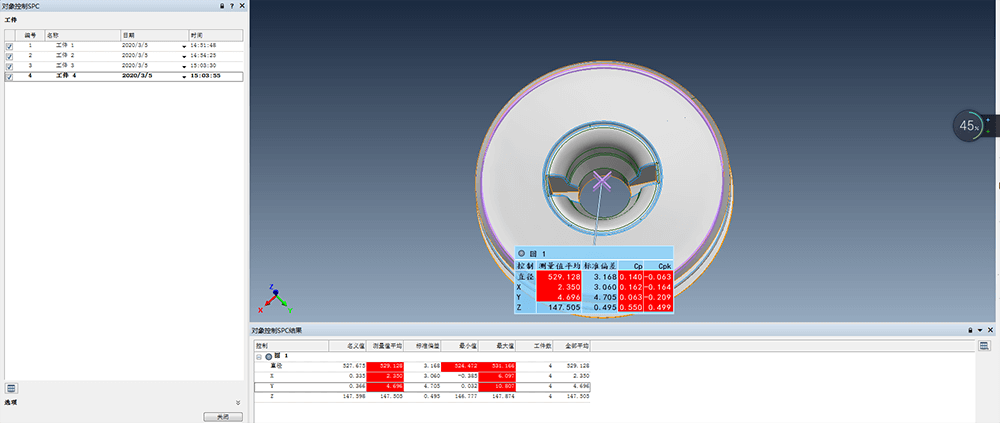
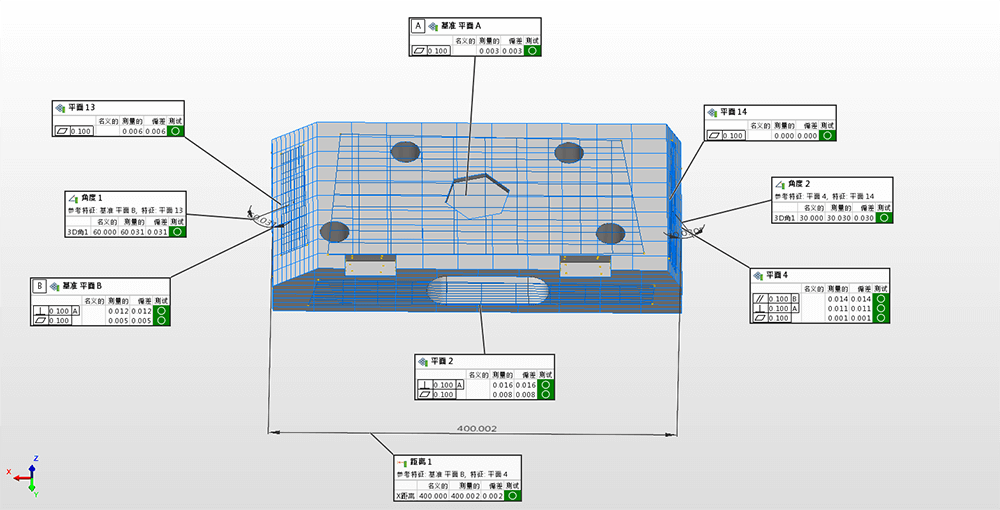
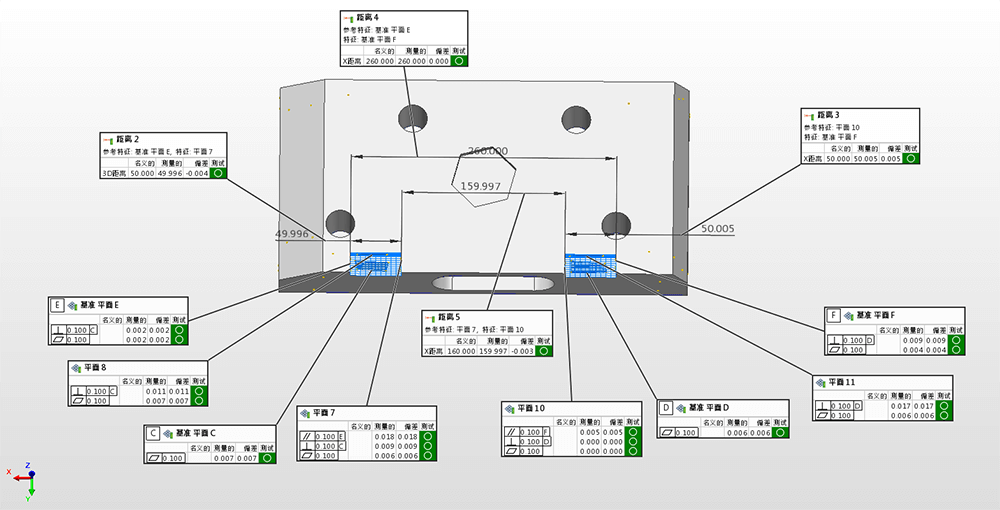
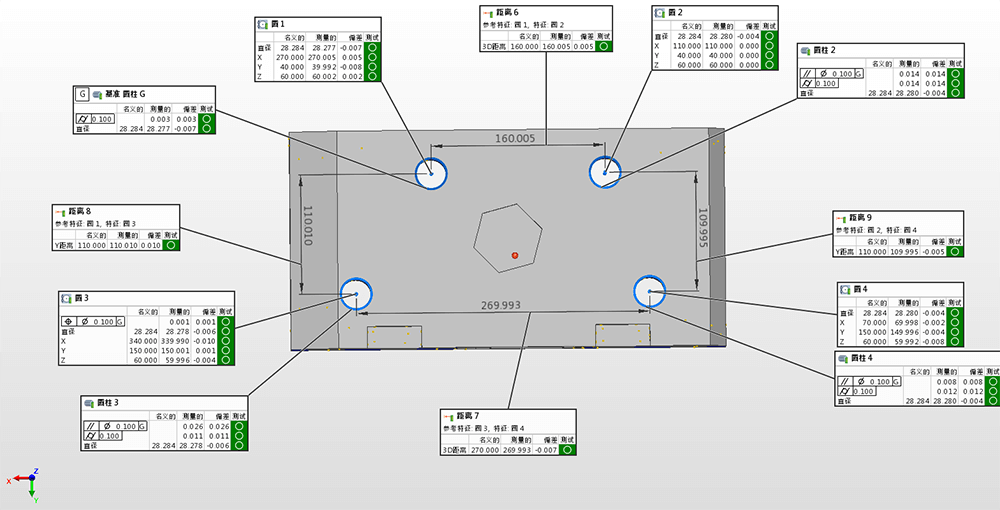
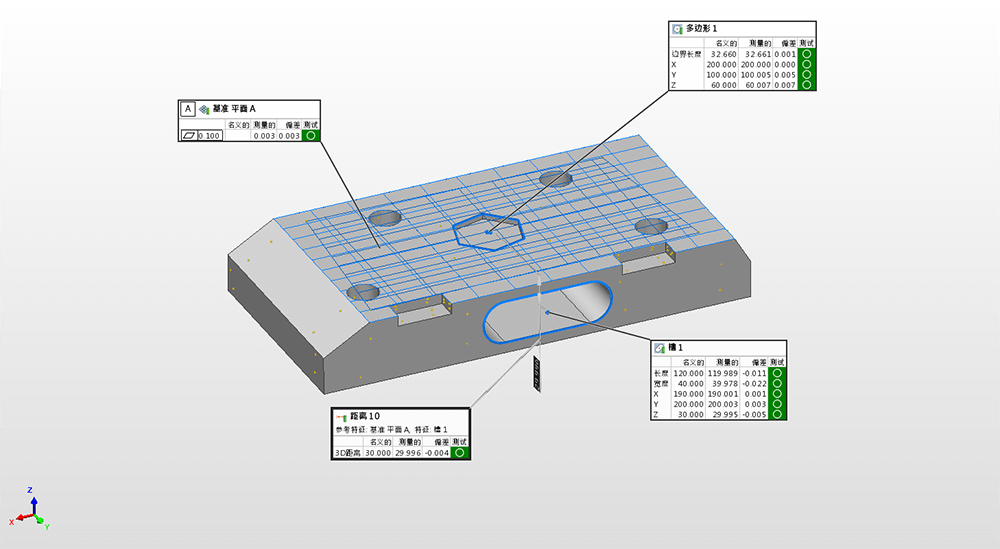
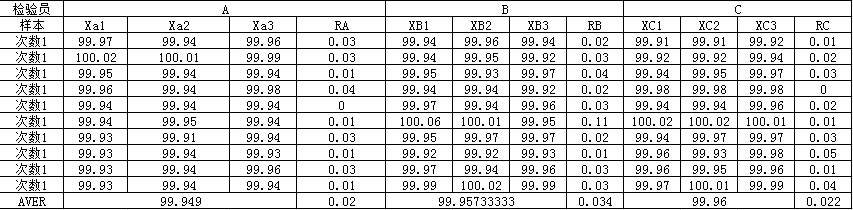
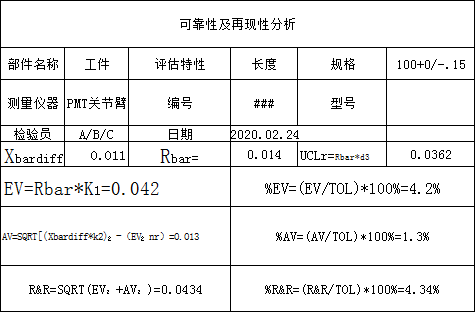
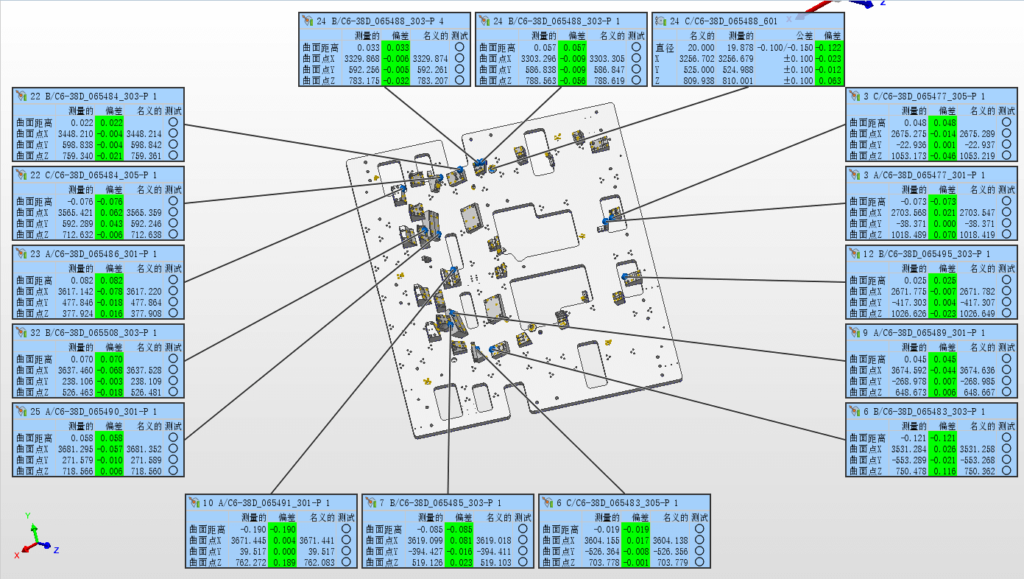
However, there are often some deviations in the measurement by common detection tools, like distance between holes, depth of parallelism, perpendicularity and angle.
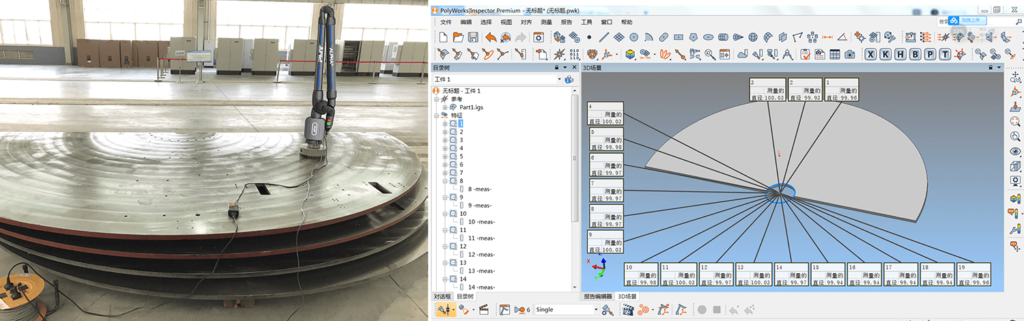
PMTARMS can not only reduce the number of measurement tools and time, but also greatly improve the accuracy.